

Comments: No Comments
Q&A on CDR
Under the Toxic Substances Control Act (TSCA), certain manufacturers (including importers) must provide the U.S. Environmental Protection Agency (EPA) with information on the production and use of chemicals in commerce. This is done through a Chemical Data Reporting (CDR) report. CDR is required for all chemical substances listed on the TSCA inventory, with some exceptions, as discussed below.
EPA uses CDR to collect basic exposure-related information, including information on the types, quantities, and uses of chemical substances produced domestically and imported into the United States. This data is important, because it allows the Agency to assess potential human health and environmental impacts of chemicals and to share up-to-date information with the general public on chemical risks.
Manufacturers and importers who work with chemicals must understand TSCA and CDR, how the rules apply, and what is required to ensure compliance.
What Is CDR?
The CDR rule was originally issued under TSCA in the 1980s as the Inventory Update Reporting (IUR) rule. In 2011, EPA changed the name to CDR to recognize the changes in reporting requirements over the past several decades.
Today, CDR remains a means to collect information on basic chemical exposure, including types, quantities, and uses of chemicals produced domestically and imported to the United States. According to this rule, manufacturers and importers must report on production and use of chemicals in commerce if specified thresholds are met.
What Is TSCA?
TSCA was published in 1976 to provide EPA with the authority to require reporting, recordkeeping and testing requirements, and restrictions related to chemical substances. In 2016, President Obama signed the Frank R. Lautenberg Chemical Safety for the 21st Century Act, which modernized and updated TSCA to include the following:
- Mandatory requirement and clear deadlines for EPA to evaluate existing chemicals
- Risk-based chemical assessments
- Increased public transparency for chemical information
- Consistent source of funding for EPA to carry out responsibilities
The CDR rule remains a key component of TSCA, as revised under the Lautenberg Chemical Safety Act.
Who Must Report under the CDR Rule?
The CDR rule applies to manufacturers and importers of chemicals who meet specified production volume thresholds:
- In general, the threshold is 25,000 lbs. or more of a chemical substance at any single site during any calendar year since the last principal reporting year.
- With respect to chemicals that are subject to certain TSCA actions, a reduced threshold of 2,500 lbs. may apply.
Are Any Chemicals Exempt from Reporting?
Certain types, manner of manufacture/import, or use of chemicals are exempt from CDR reporting (i.e., polymers, microorganisms, naturally occurring chemical substances, water, and certain forms of natural gas when manufacture (including import) of those chemical substances meets other reporting requirements).
It is important for facilities to assess whether they have chemicals that fall into the following categories, as outlined by EPA, which are all exempt from CDR:
- Chemicals manufactured or imported for non-TSCA uses are not required to be reported (e.g., pesticides are exempt from reporting under CDR by TSCA). If a portion of a manufacturer’s or importer’s production is not subject to TSCA (e.g., if the use is regulated by the Food and Drug Administration (FDA)), that portion will not be reported to CDR. Note that manufacturers may report downstream non-TSCA uses for their chemical.
- Generally, water and naturally occurring substances are exempt from CDR requirements. Three other groups of chemicals (i.e., polymers, microorganisms, and certain forms of natural gas) are also generally exempt. However, it is important to note that a particular polymer, microorganism, or form of natural gas may not be exempt if the chemical becomes the subject of certain TSCA actions (e.g., an enforceable consent agreement).
- Chemicals that are non-isolated intermediates, imported as part of an article, impurities, or byproducts destined for certain commercial uses are exempt from reporting.
Are Any Manufacturers/Importers Exempt from Reporting?
EPA recently amended the definition of small manufacturer in 2020 in accordance with TSCA. This provides an exemption from reporting for manufacturers who meet the following criteria:
- Total sales during 2019 combined with those of the parent company (domestic or foreign) are less than $ 12 million; or
- Total sales during 2019 of the parent company (domestic or foreign) are less than $120 million and annual production volume of a qualifying chemical substance does not exceed 100,000 lbs. at any individual site. If the annual production volume of the chemical substance exceeds 100,000 lbs. at a site, the manufacturer is required to report for that particular site.
How Is the CDR Rule Different from Toxic Release Inventory (TRI) Rule?
CDR collects exposure-related information and requires manufacturers/importers to report industrial, commercial, and consumer use information for certain chemical substances on the TSCA inventory. TRI, on the other hand, is designed to track the management of certain toxic chemicals that might pose a threat to human health and the environment. Under TRI, regulated facilities must report on releases and waste management of specific chemical substances under the Emergency Planning and Community Right-to-Know Act (EPCRA).
How Often Must Data Be Reported?
Impacted manufacturers and importers must and submit information to the EPA every four (4) years. For chemical substances that trigger reporting, total annual production volume must be reported for each calendar year since the last principal reporting year. The 2020 submission reporting period was based on data for the calendar years 2016-2019. The next submission period will be 2024 for data collected from 2020-2023.
How Do Companies Submit CDR Data?
Companies subject to reporting must submit the required information using e-CDRweb, the CDR web-based reporting tool. To access this reporting tool, companies must register on EPA’s Central Data Exchange (CDX) system.
What Should I Do Now to Prepare?
The most recent submission period closed on January 29, 2021. To prepare your company for the 2024 submission:
- Keep records on production volume of imported and manufactured chemical substances.
- Follow EPA actions under TSCA to check if they have an impact on your reporting requirement.
- Make sure to submit your report within prescribed deadline; otherwise, you may be subject to EPA enforcement action.
- Visit the CDR website for program updates, announcements, and other guidance materials.
Comments: No Comments
SWPPP Best Practices
Spring is here…warmer temperatures, melted snow, anticipated rain, and, potentially, elevated flood warnings. Spring thaw is a critical time to evaluate potential runoff impacts from storm waters and to ensure compliance with regulatory requirements for storm water management.
Permit Requirements
According to the U.S. Environmental Protection Agency (EPA), “The National Pollutant Discharge Elimination System (NPDES) permit program addresses water pollution by regulating point sources that discharge pollutants into the waters of the United States.” NPDES permits are issued by states that have obtained EPA approval to issue permits or by EPA Regions in states without such approval.
Businesses with specific SIC/NAICS codes are required to have an NPDES permit or a No Exposure certification in place to help ensure protection of the nation’s surface waters. If a business is required to have an NPDES permit, they are also required to have a Storm Water Pollution Prevention Plan (SWPPP) for their site.
What Is a SWPPP?
A SWPPP is a site-specific, written document that is required to comply with a storm water general permit. The primary goal of the storm water permit program is to improve the quality of surface waters by reducing the number of pollutants potentially contained in the storm water runoff. The SWPPP describes:
- Potential sources of storm water pollution at the site
- Activities to control sedimentation and erosion
- Practices to reduce pollutants in storm water discharges from the site
- Procedures to comply with the terms of the general permit and Clean Water Act (CWA) requirements
SWPPPs are intended to be “living” documents that are updated to reflect changes at the site. With spring thaw and rains in the forecast, it is important to review the SWPPP and any Best Management Practice (BMP) strategies to ensure the site is effectively managing storm water and meeting permit and regulatory requirements.
SWPPP: Key Parts and Pieces
The SWPPP identifies potential sources of pollution that may reasonably be expected to affect the quality of storm water discharges associated with activity at the facility. The plan also describes the implementation of practices that are to be used to reduce those pollutants. The SWPPP, which should be prepared in accordance with good engineering practices, documents the following:
- Summarizes major activities conducted at the facility.
- Inventories exposed materials and summarizes storm water sampling requirements for the facility.
- Identifies potential source areas of storm water contamination and significant polluting materials.
- Identifies Best Management Practices (BMPs) for facility activities.
- Identifies impacts of BMPs.
- Identifies the individuals who will implement the SWPPP.
- Provides information on required storm water inspections.
- Discusses training requirements.
- Provides a means of recordkeeping for storm water-related documents at the facility.
- Provides a non-storm water discharge assessment.
- Summarizes storm water discharge regulatory applicability and implementation schedule.
- Fulfills the requirements of the General Permit issued to the facility.
SWPPP Development: Best Practices
EPA cites a number of common compliance problems associated with SWPPPs in its SWPPP guide. Based on KTL’s experience, the following best practices can help ensure successful development of the SWPPP and implementation of the overall storm water pollution program to avoid those pitfalls.
- Determine whether you need a SWPPP. Many facilities do not realize they need a SWPPP. Others may use a generic template to fulfill the need. To be effective, SWPPPs should be customized to address site-specific operations.
- Implement control measures. The SWPPP identifies control measures for managing storm water. It is vital that those control measures outlined in the SWPPP are the control measures that are actually being used at the site. As operations change and control measures change, the SWPPP must be updated.
- Keep a copy onsite. A copy of the SWPPP—hard copy or electronic—must be maintained onsite at all times in case of a regulatory inspection.
- Authorize the SWPPP. A responsible facility representative must sign and authorize the current version of the SWPPP.
- Identify and train your storm water pollution prevention team. The storm water pollution prevention team identified in the SWPPP must be current, familiar with the storm water program, and adequately trained on the program and their respective roles/responsibilities.
- Collect representative visual assessment samples. Visual storm water samples collected from pooled areas onsite are not representative, as these areas tend to concentrate pollutants.
- Cover dumpsters. This is a simple action that is often overlooked. Dumpsters from contract waste collection agencies must be appropriately sealed to prevent leaking oil or other contaminants. Check with your regulatory authority on what is required for outside dumpsters—even those for contractors.
- Control outdoor storage. Keep outdoor storage to a minimum. Store only items specified in the SWPPP in the designated storage areas.
- Maintain inspection and monitoring records. Facilities are required to maintain records of routine site inspections, visual assessments, monitoring results, and implementation of practices required in the permit.
Environment / Food Safety / Information Management Solutions / Quality / Safety
Comments: No Comments
From Paper Management to Digital Management
Virtually every regulatory agency (e.g., EPA, OSHA, FDA, USDA) and voluntary certification standard (e.g., ISO, GFSI, organic) has compliance requirements that call for companies to fulfill several common compliance activities. KTL has outlined eight compliance functions that can be instrumental in improving a company’s capability to comply. One very important compliance function involves records and document management.
Records provide documentation of what has been done related to compliance—current inventories, plans, management systems, training, inspections, and monitoring required for a given compliance or certification program. Each program typically has recordkeeping, records maintenance, and retention requirements specified by type. Having a good records management system is essential for maintaining the vast number of documents required by regulations and standards, particularly since some, like OSHA have retention cycles for as long as 30 years.
Moving Away from Paper Recordkeeping
Organizing and maintaining the records can create challenges—where to store them, security levels, remote and local accessibility, etc. Supply chain requirements can further add to the cumbersome workload of collecting, reviewing, and sharing documents and information.
Companies have been keeping records and documents in binders and file cabinets for years. And while that system can work, many dynamic tools are available to alleviate some of these challenges and support organizational decision-making. A document management system can help create:
- Process and document standardization
- Central and secure storage, organization, and access to documents and records locally or remotely
- Improved document searchability and accessibility
- Enhanced workflows for approving and completing tasks involving documents
- Easy access to documents for audits and clear audit trail, particularly for remote audits
- Version control and history
- Reduced paperwork
- Higher quality data due to reduced human error
- Improved collaboration
- Improved security of sensitive documents
All of which lead to consistent, efficient, and reliable compliance performance.
Transitioning Your Records
Transitioning from a paper-based recordkeeping system to an electronic document management system can seem overwhelming, particularly given the sheer volume of documents some organizations have. However, following a step-by-step approach—and considering the desired end product from the start—can help ensure that organizations end up with a system that will function well within the business context and provide ongoing compliance efficiency.
Step 1. Assess Current Documents and Processes
The first step is to identify where all your documents reside and how you are currently managing and organizing those documents. Additionally, an assessment of the documents themselves should be conducted to evaluate if they are still current, if they are in line with the processes and procedures they are intended to monitor, and if they are collecting all the required information.
Where are documents stored? What is electronic vs. paper? Are documents sorted by necessity, date, version, compliance area? What processes are currently in place for creating, managing, and storing documents? Where are the inefficiencies in adequately managing documents and records? If there are multiple systems, are they working together?
The goal of this step is to get a good handle on the current state of your documents and systems so you can move onto step 2, which will be to define the desired state of your document management system.
Step 2. Define Document Management System
Before building the system, you must define your ultimate desired end state. In a perfect world, how would the document management system operate? What parts and components would it have? How would things work together? At this point, you must consider the immediate need (i.e., document management) within the context of the overall business need. The idea is to align the document management system with any overall compliance management system (CMS). This requires a genuine understanding of both daily routines and the big picture.
Bring together key stakeholders to discuss their objectives, review the current state, and evaluate industry best practices. While it is necessary to get senior management buy-in and to understand the business needs, it is equally important to understand the routine activities and tasks of the people who will use the system in a daily basis. The system must be designed with all these users in mind—the end user entering data in the field, management who is reading reports and metrics, system administrator, office staff, etc.
Step 3. Gather Documents and Populate System
This step can involve significant resources depending on the volume of documents, so taking a phased approach can make it more manageable. It often makes sense to start where you already have processes and document storage systems in place that can be more easily transitioned into a new document management system to encourage user buy-in. Priorities should be set based on ease of implementation, compliance risk, business improvement, and value to the company.
Step 4. Determine Access and Train
The only way to ensure employees will correctly use the document management system is to provide adequate training. Define who needs access to the various parts of the system and what everyone’s roles and responsibilities are. Every employee who will touch the system should receive hands-on training to teach them how to correctly use the system to create efficiencies.
Step 5. Conduct an Annual Internal Audit and Document Review
Audits offer a systematic, objective tool to assess compliance across the workplace and to identify any opportunities for improvement. Audits may be used to capture regulatory compliance status, certification system conformance, adequacy of internal controls, potential risks, and best practices.
An internal audit of the document management system provides a valuable way to communicate performance to decision-makers and key stakeholders. This final step is an important one, because it will help ensure that:
- The organization is getting the most out of its document management system.
- The system and associated processes are operating as intended.
- Data can be used for trending and predictive analytics to better inform business decision-making.
- Ongoing opportunities for improvement in document organization and processes are identified and implemented.
- Efficiencies in business operations and overall compliance management—including remote access and remote auditing—are fully realized.
Comments: No Comments
Preparing for an EPA Multimedia Inspection
The purpose of an inspection is for EPA to gather the appropriate information to determine whether the facility in question is in compliance with regulatory requirements. While inspections may happen after a significant environmental event or violation, EPA inspections are often a surprise to the facility as part of EPA’s overall compliance monitoring efforts. An inspection may be conducted on a single-media program or a specific environmental problem—or it may be an extensive multimedia event that covers all EHS compliance areas.
Growing Trend
The frequency of these comprehensive multimedia inspections appears to be increasing. It is important that companies are prepared in the event they are faced with an EPA inspection. Preparation comes down to regularly evaluating the programs listed below to make sure records are complete, compliant, and easily accessible at all times. Note that this is not a comprehensive list; however, KTL’s experience assisting customers with preparing for and responding to EPA inspections has shown that these are areas the Agency tends to focus on.
1. Hazardous Waste Records
Do you have three (3) years of manifests and land disposal notifications readily available? Have you checked dates/signatures and final disposal information to make sure it is correct? Did you receive your return manifest within the required timeframe and, if not, did you file an exception report? Do you have waste characterizations?
2. Universal Waste
Are all containers closed, labeled, and dated? Are the words on the label compliant (i.e., “Universal Waste Lamps” vs. “Bad Bulbs”)? Do you have all disposal receipts readily available?
3. Used Oil
Are all containers closed and labeled as “Used Oil”? Do you have receipts from recycling activities? Did your transporter have an EPA ID number? Did the oil recycler test for PCB?
4. Training
Are all employees responsible for a role in hazardous waste management trained and knowledgeable? Can they demonstrate compliance and competency if they are asked questions by an inspector? Have you addressed DOT training requirements? Are employees managing universal waste aware of their responsibilities?
5. Hazardous Waste Containers
Are all containers closed, labeled, and dated? Do you have a Satellite Accumulation Area (SAA), and is it properly labeled and managed? Are containers stored in the Central Accumulation Area (CAA) and properly managed? Does everyone working in the CAA have access to an emergency phone or way to alert emergency responders if there is a problem? Is there a spill kit that is appropriate for the hazardous waste type stored? Is the spill kit readily accessible in the CAA? Do you have records of weekly inspections (Small Quantity Generator (SQG) and Large Quantity Generator (LQG))?
6. Reporting
Do you have three (3) years of reports and/or supporting documents for Tier II, TRI, and hazardous waste reporting? Do you have a current EPA Air Emissions Permit or documentation that demonstrates you are not required to have one? Are you required to have a Stormwater Pollution Prevention Plan (SWPPP) or a no exposure exclusion? Are you required to have a Spill Prevention, Containment and Countermeasure (SPCC) Plan? Are you preforming all activities and inspections required for your permits and plans?
Addressing Findings
If you have an inspection and there are findings, typically the next step in the process is for EPA to alert you with a Notification of Potential Findings. EPA will ask for your input and likely ask for additional data and documentation. If you find yourself in this situation, KTL strongly encourages you to seek expert assistance. If the responses to EPA are not made using “EPA compliance language,” there is a likelihood you may be offering more evidence to self-incriminate. This will allow EPA to then calculate multi-day penalty amounts that can add up very quickly. Once a company responds, it is difficult to dig out of such a hole.
EPA inspections, particularly in light of the challenges associated with COVID-19, are difficult to navigate. However, KTL’s experience has shown—even recently—that it is possible for businesses to proactively prepare for EPA inspections to reduce the likelihood of findings and/or penalties.
2.24.21 Webinar: Preparing for EPA Inspections in Iowa
EPA-contracted inspectors have been visiting facilities in Iowa. To date, we are aware of four inspections–all of which have been very comprehensive multimedia inspections. This is a trend that appears to be gaining momentum. Join KTL Senior Consultant and Iowa expert Becky Wehrman-Andersen and Senior Consultant Liz Hillgren, CHMM, CEA, for a one-hour webinar on 2.24.21 that will provide guidance on where to focus your attention to proactively prepare for an EPA inspection and reduce the likelihood of findings and/or penalties. Learn more and register now!
Comments: No Comments
2.24.21 Webinar: Preparing for EPA Inspections in Iowa
Is your facility prepared for an EPA inspection?
EPA-contracted inspectors have been visiting facilities in Iowa. To date, we are aware of four inspections–all of which have been very comprehensive multimedia inspections. This is a trend that appears to be gaining momentum. Facilities must take the time now to regularly evaluate environmental programs to ensure records are compliant, easily accessible, and comprehensive.
Join KTL Senior Consultant and Iowa expert Becky Wehrman-Andersen and Senior Consultant Liz Hillgren, CHMM, CEA, for a one-hour webinar that will provide guidance on where to focus your attention to proactively prepare for an EPA inspection and reduce the likelihood for any findings and/or penalties.
Webinar: Preparing for EPA Inspections in Iowa
February 24, 2021 | 11:30 a.m. – 12:30 p.m. CT
Cost: $50*
Register Now!
Learning Objectives
During this webinar, we will focus on discussing, preparing for, and responding to the areas EPA tends to focus on in inspections: hazardous waste records, universal waste, used oil, training, hazardous waste containers, and reporting.
Our experts will address the following questions:
- How do I prepare for an inspection?
- What paperwork will be requested?
- What happens during a walk-through?
- What are my best options for fixing any problems?
- What happens after the inspection?
- What can I do now?
* Every facility registered for this webinar is eligible for a free 30-minute phone consultation with one of KTL’s EHS experts to help you understand current EHS regulatory requirements and inspection priorities. Offer valid until 3/31/21.
Comments: No Comments
MichBio U: EHS Regulatory Overview for Labs
January 20, 2021 | 11 am – 12 pm ET
Cost: FREE for members, $19 for nonmembers
Join KTL Senior Consultant Liz Hillgren and MichBio for a high-level overview of the EHS regulations that might be applicable to laboratories. The webinar will discuss typical lab regulatory challenges and provide an overview of the major requirements for OSHA, EPA, and DOT compliance, including plans, reporting, training, and programs.
Comments: No Comments
How Episodic Generation Works
The Environmental Protection Agency (EPA) has provided generators of hazardous waste some options for managing unanticipated waste events and large-scale cleanouts that have not be acceptable in the past. Under the Hazardous Waste Generator Improvement Rule, episodic generation allows small quantity generators (SQGs) and very small quantity generators (VSQGs) of hazardous waste to maintain their generator status, even if they have an occurrence of waste generation that would normally push them into a higher generator status.
It is a fairly straightforward concept, in theory, that allows VSQGs and SQGs the flexibility to have one planned (e.g., regular maintenance, tank cleanouts, short-term projects, removal of excess chemical inventory, or chemical cleanouts) or unplanned (e.g., production process upsets, product recalls, accidental spills, acts of nature) event per year that creates an increase in the generation of hazardous wastes that exceeds quantity limits for the generator’s usual status.
If—or when—an episodic generation event occurs, there are very specific requirements that must be followed. KTL has assisted many companies through this process with great success, resulting in minimized risk, less threat of negative inspection results, and overall cleaner facilities. The case study below walks through an actual unplanned event and how the facility responded to maintain compliance with its SQG status.
Case Study: Episodic Generation Event
An Iowa company has a printing process that generates contaminated (used) solvent when it cleans its press and changes ink colors. Because the company generates more than 220 pounds (100 kilograms) but less than 2,200 pounds (1,000 kilograms) of hazardous waste per month, it is considered an SQG.
The company uses new and recycled solvent to formulate their inks for printing and to clean the press between printing runs. A distillation unit onsite is used to process used solvent for re-use in the processes.
Processing Breakdowns
During the first week of August, the company experienced two processing breakdowns that resulted in the unplanned generation of large quantities of hazardous waste:
- A piece of production equipment malfunctioned and contaminated all the ink in the facility and the press with microscopic ceramic fragments.
- Within the same week, the distillation unit had a thermocouple malfunction, and the used solvent began to accumulate.
These dual challenges resulted in a large generation event of excess contaminated waste ink and used solvent. The facility surpassed the SQG hazardous waste threshold quantities. An event such as this falls under the category of an unplanned episodic generation event. The company determined it needed to conduct an episodic generation cleanup event and set a goal of disposing of all hazardous waste by the end of August.
Steps to Compliance
As a first step, the company notified the EPA by phone within 72 hours of the event. The company also completed the initial notification form required by EPA requesting a one-time episodic event that would increase their generator status to LQG for the month and submitted it. Then, they began the coordination for disposal with the disposal facility and the transporter.
The facility disposed of all contaminated ink and solvent generated the first week of August by August 27 (within the 60-day requirement). During this time, the presses were flushed, the distillation unit was repaired, the facility began production, and the solvent recycling process resumed.
After all waste was disposed from the property, the company completed the final notification form for the EPA and returned to SQG generation levels by September 1. All manifests, land disposal notifications, and documentation are retained in an episodic generation file onsite. Additionally, KTL assisted in the development of a comprehensive overview document that explained all aspects of the episodic event so any future inspections would be completed with little question or concern about the event.
Requirements
An event such as the one described in this case study is a prime example of an unplanned episodic generation event. Accordingly, the facility was required to respond. Among the most significant requirements the facility had to satisfy to maintain its SQG status include:
- Notifying the EPA within 72 hours after an unplanned event (or at least 30 days before a planned event) using EPA Form 8700-12.
- Obtaining an EPA ID number (if the generator does not already have one) BEFORE initiating the shipment of generated waste.
- Completing the event and shipping the episodic waste off site within 60 days of starting the event, whether planned or unplanned, using a hazardous waste manifest, hazardous waste transporter, and RCRA-designated facility.
- Completing and maintaining records onsite for three years after the completion date of the episodic event.
Additional Details
It is important to note some additional details about episodic generation that are important for VSQGs and SQGs to know and understand:
- Typically, a generator is only allowed to have one episodic event per year, whether planned or unplanned; however, the generator may petition the EPA or state for a second event, provided the second event is the opposite type (i.e., planned vs. unplanned). The petition must include:
- Reason for and nature of the event
- Estimated amount of hazardous waste being managed
- How the hazardous waste will be managed
- Estimated length of time needed to complete the management, not to exceed 60 days
- Information regarding the previous episodic event (e.g., nature of the event, planned or unplanned, how the generator complied)
- An episodic event cannot last more than 60 days beginning on the first day episodic hazardous waste is generated and concluding on the day the hazardous waste is removed from the generator’s site. If the hazardous waste is not off site within 60 days, then it must be counted toward the generator’s monthly generation levels.
- The following are NOT considered episodic events and would impact overall generator status:
- Increased waste related to increased production
- An accident or spill due to operator error, abuse, or lack of maintenance (i.e., irresponsible management of hazardous waste/materials)
- Any activity that is part of the normal course of business
- Discovering at the end of the month that the monthly generation thresholds have been exceeded
- Short-term generation differs from episodic generation. A short-term generator is an entity that does not normally generate hazardous waste but has a one-time, non-recurring, temporary event (typically less than 90 days) unrelated to normal operational activities. Short-term generators are not relieved of any regulatory requirements tied to the volume of hazardous waste generated and must meet all generator requirements for the level of generator (i.e., notification, manifesting, reporting, contingency planning, and training).
The episodic waste provision allows SQGs and VSQGs to avoid the increased burden of a higher generator status when generating episodic waste—provided it is properly managed. In the past, this wasn’t an option, unless states provided special exception. Now it is part of EPA’s objective to provide greater flexibility in how hazardous waste is managed through the Hazardous Waste Generator Improvements Rule. If your company is interested in exploring a plant-wide chemical cleanup or experiences a production challenge that results in the generation of hazardous waste at a rate that is higher than your generator status allows, KTL can provide the expertise necessary to guide you through the episodic generation process.
Comments: No Comments
Understanding Hazardous Terminology
When it comes to regulatory compliance, “hazardous” is an important term. Unfortunately, what is considered “hazardous” can be very confusing with the varying hazardous terms and definitions used across multiple regulatory agencies.
Overlapping Terminology
The fact is that different regulations have different definitions for similar terms, and these regulations are applied for different purposes. The same material can take on multiple descriptors—or not—depending on which regulations apply:
- Environmental Protection Agency (EPA) uses the term hazardous waste to protect human health and the environment (40 CFR 261 and 268).
- Department of Transportation (DOT) uses the term hazardous materials to ensure materials are managed safely in all modes of transport—air, road, marine, and rail (49 CFR 172).
- Occupational Safety and Health Administration (OSHA) uses the term hazardous substances and focuses on worker safety (29 CFR).
Sometimes, this terminology overlaps; sometimes it doesn’t. That is why it is critical to understand the differences between hazardous terms and to use each term appropriately—so you know what requirements apply.
EPA: Hazardous Waste
According to EPA, a hazardous waste is “a contaminated chemical or byproduct of a production process that no longer serves its purpose and needs to be disposed of in accordance with the EPA.”
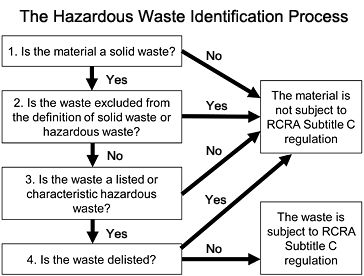
Hazardous waste is generated from many sources, ranging from industrial manufacturing process wastes to batteries, and may come in many forms (e.g., liquids, solids, gases, and sludges). To determine whether a waste is considered “hazardous,” EPA has developed a flowchart identification process (pictured below).
EPA’s Resource Conservation and Recovery Act (RCRA) establishes the regulatory framework for managing hazardous waste. The degree of regulation that applies to each hazardous waste generator depends on the amount of hazardous waste produced.
Unless it is managed at the facility, hazardous waste generated must eventually be transported off site for disposal, treatment, or recycling. At this point, DOT regulations kick in for the transportation of freight, including the transport of RCRA hazardous waste.
DOT: Hazardous Material
DOT has the authority to regulate the transportation of hazardous materials under the Hazardous Materials Transportation Act (HMTA), which is overseen by the Pipeline and Hazardous Materials Safety Administration (PHMSA) division of DOT. A DOT hazardous material is defined as “a substance (gas, liquid, or solid) capable of creating harm to people, environment, and property.”
By definition, hazardous materials are capable of posing an unreasonable risk to health, safety, and property in commerce. This includes substances, wastes, marine pollutants, elevated temperature materials, and items included in DOT’s Hazardous Materials Table (HMT – 49 CFR 172.101) (e.g., laboratory chemicals, solvents, alcohol, acids, compressed gases, cleaners, pesticides, paints, infectious substances, radioactive materials). Note that anything excluded from the EPA’s Hazardous Waste Manifest requirements is not considered a hazardous waste by DOT when shipped but may be considered a hazardous material. This is a tricky nuance but very important for shippers to understand. Correspondingly, DOT has rigorous training requirements.
Hazardous materials are legally defined by class, characteristic, and name:
- Class 1: Explosives
- Class 2: Gases
- Class 3: Flammable Liquid
- Class 4: Flammable Solids
- Class 5: Oxidizing Substances, Organic Peroxides
- Class 6: Poisonous (Toxic) and Infectious Substances
- Class 7: Radioactive Materials
- Class 8: Corrosives
- Class 9: Miscellaneous Dangerous Goods
OSHA: Hazardous Substance
Finally, OSHA defines a hazardous substance as “any substance or chemical that is a ‘health hazard’ or ‘physical hazard,’ including:
- Chemicals that are carcinogens, toxic agents, irritants, corrosives, sensitizers;
- Agents that damage the lungs, skin, eyes, or mucous membranes;
- Chemicals that are combustible, explosive, flammable, oxidizers, pyrophorics, unstable-reactive or water-reactive; and
- Chemicals which, in the course of normal handling, use, or storage, may produce or release dusts, gases, fumes, vapors, mists or smoke that may have any of the previously mentioned characteristics.”
Chemical hazards and toxic substances are addressed in several specific OSHA standards for general industry (29 CFR 1910 Subpart Z). OSHA’s Hazard Communication Standard (HCS – 29 CFR 1910.1200) is designed to ensure that information about chemical and toxic substance hazards in the workplace and associated protective measures is disseminated to workers and that the workers understand how to apply this knowledge to complete their job tasks safely.
Under HCS, manufacturers must provide a safety data sheet (SDS) for all hazardous substances they produce or import. The SDS conveys physical and health impacts, as well as procedures for exposures, spills, leaks, and disposal to employees and any downstream customers. Materials in transport must be properly labeled according to the HCS (i.e., flammable, explosive, radioactive), as well as meet DOT requirements.
In an additional OSHA program–Hazardous Waste Operations and Emergency Response (HAZWOPER)—all employees must be trained on emergency response, spill management, and risk minimization. This training covers:
- Code requirements
- Hazard classes, risk identification, hazardous communication
- Site safety programs
- Proper selection use of appropriate PPE and respiratory protection
- Advanced spill management and emergency response procedures
- Risk minimization, emergency management, and engineering controls
The Overlap: An Example
Let’s see how these definitions come together in practice.
A DOT-regulated hazardous material that expires and becomes unusable might be regulated as a hazardous waste under EPA’s RCRA program. For example, if a company uses acetonitrile in their operations, when the company receives the acetonitrile as a product, it is transported to the company as a DOT Class 3 Flammable Liquid using a Bill of Lading as the shipping papers. If that same acetonitrile passes its expiration date and is unusable by the company, it must be shipped as a DOT Class 3 Flammable Liquid.
Additionally, the generator (the company) must determine which waste codes are applicable. In this example, expired acetonitrile would have the waste code D001, indicating it is a flammable waste. Because this was also an unused commercial chemical product, the expired acetone would have a waste code of U009 to comply with EPA hazardous waste regulations. Small and Large Quantity Generators (SQGs/LQGs) of hazardous waste would also have to ship the hazardous waste using a Hazardous Waste Manifest as the shipping paper versus a Bill of Lading.
A hazardous material or waste released to the environment in a quantity above a certain threshold, referred to as a Reportable Quantity, might be regulated as a hazardous substance for EPCRA reporting purposes. For example, if a tanker truck is delivering acetonitrile to the same facility, the acetonitrile is a hazardous material and meets the definition of a Class 3 Flammable Liquid. The Reportable Quantity for acetonitrile is 5,000 lbs. according to 49 CFR 172.102, Table 1. If the tanker truck is in an accident and 5,000 lbs. of acetonitrile spills (or is released to the environment), the trucking company must report the spill to the National Response Center to comply with EPA EPCRA regulations.
Importance of Training
As this example shows, there is much overlap between the different hazardous terminology and regulations—and getting it all correct is not always simple. This explains why rigorous training is required to meet compliance requirements for managing hazardous waste. OSHA, EPA, and DOT each have requirements for personnel who are working with chemicals, hazardous waste, or onsite emergency management activities:
- OSHA 1910.1200 (HazComm) requires all employees to be trained in label reading and SDS review for chemicals they may encounter in the workplace.
- OSHA 1910.120 (HAZWOPER) requires any employees who are in positions that may respond to chemical spills or emergencies onsite to be trained in chemical risk recognition, spill control basics, emergency response, and additional requirements depending on the level of response expected.
- DOT code (49 CFR 172.702) requires that any employee involved in the transportation (shipping or receiving) of hazardous materials must be trained and tested in general awareness, site-specific job functions, and transportation security.
- EPA code (40 CFR 266 and 273) requires that any employee taking part in chemical waste management (hazardous or universal) must be trained in proper waste disposal practices.
Making sure the right people get the right training will help ensure the organization understands hazardous terminology and correctly interprets the requirements related to hazardous substances the facility manufactures, uses, stores, or transports.
Comments: No Comments
Regulatory Alert: SQG Re-notification Requirement
EPA’s Hazardous Waste Generator Improvements Rule became effective on May 30, 2017. This Rule is designed to make the RCRA hazardous waste generator regulations easier to understand; provide greater flexibility in how hazardous waste is managed; and improve environmental protection. The final rule includes over 60 revisions and new provisions to the hazardous waste generator program.
One of these notable provisions, which impacts small quantity generators (SQG), is the requirement for SQGs to re-notify EPA or their state agency about their hazardous waste activities every four years. The first re-notification is due by September 2021. Since this is the first time EPA is requiring this of SQGs, many are not as aware of this specific re-notification requirement—and it is one that will impact many.
Who’s an SQG?
Let’s take a step back and first define who is considered an SQG. According to EPA, SQGs are those facilities that generate more than 100 kilograms but less than 1,000 kilograms of hazardous waste per month. EPA cites the following major requirements for SQGs:
- SQGs may accumulate hazardous waste onsite for 180 days without a permit (or 270 days if shipping a distance greater than 200 miles).
- The quantity of hazardous waste onsite must never exceed 6,000 kilograms.
- SQG are limited to one episodic event per calendar year (40 CFR 262.230).
- SQGs must comply with the following requirements:
- Hazardous waste manifest (40 CFR 262, subpart B)
- Pre-transport (40 CFR 262.30-33)
- Preparedness and prevention (40 CFR 262.16(b)(8) and (9))
- Land disposal restriction (40 CFR 268)
- Management of hazardous waste in tanks or containers (40 CFR 262.16(b)(2) and (3))
- There must always be at least one employee available to respond to an emergency. SQGs are not required to have detailed, written contingency plans.
And, starting in 2021, SQGs are required to re-notify EPA or their state environmental agency regarding their generator status at least every four years.
Re-notification Requirement
The intent of the re-notification requirement is to create a more accurate and complete count of the federal SQG universe, helping EPA and authorized states conduct oversight, enforcement, and planning. Ultimately, the data collected will allow EPA to identify those SQGs that are active and to remove those that are inactive from the database.
To meet the re-notification requirement, SQGs must complete and submit the Notification of RCRA Subtitle C Activities (i.e., Site Identification Form – also known as EPA Form 8700-12) or the state equivalent in full. The requirement for generators to re-notify whenever there is a change to the site contact, ownership, or type of RCRA Subtitle C hazardous waste activity conducted remains in place. Note: An SQG that submits a complete re-notification within the four years before an SQG renotification deadline would be considered in compliance with this provision.
Facilities can elect to fill out the paper form or may submit electronically via MyRCRAID, an electronic reporting system for submitting to the EPA Site Identification Form. Some states have their own forms that are equivalent to the Site Identification Form, also meeting the requirement of the regulation. In states where there is a more frequent re-notification or reporting requirement, the SQG should comply with its state deadline.
Ensuring Compliance
As generators consider this re-notification requirement and the other Hazardous Waste Generator Rule provisions, it is important to:
- Get a solid understanding of the rule for the state(s) in which the generator operates. Requirements, forms, frequency, etc. may vary from state to state and compared to EPA.
- Ensure the inventory of types and quantities of hazardous waste generated at the facility is current and documented.
- Review the Site Identification Form and determine what additional data needs to be gathered in advance of the September 2021 submittal deadline.
EHS Experts Roundtable
We recently sat down with three of KTL’s environmental, health, and safety (EHS) experts, Becky Wehrman-Andersen, Liz Hillgren, and Jake Taylor, to talk about all things EHS. The three Senior Consultants shared what they are seeing in the marketplace, as well as some of their best advice and lessons learned for managing EHS compliance.
What are some of the biggest EHS issues you see your clients facing right now?
Collectively, there are a few trends we see time and again, which generally can be tied back to many EHS “departments” (which often consist of just one person) lacking the resources—financial and personnel—to manage the sheer number of EHS requirements they are required to comply with.
We find that EHS personnel are being asked to manage a lot—and often in areas that may be outside their education/expertise/experience. So while they may have knowledge, in part, of EHS regulations, they often don’t have a comprehensive enough knowledge to always even know what they are missing. Add to this the fact that there is almost “too much” information available, and it can very quickly become overwhelming to determine what is applicable and what needs to be done to comply.
We see this creating several common scenarios:
- Entire compliance programs are being missed because customers do not realize they are subject to some requirements. In some cases, companies just don’t know what they don’t know.
- Frequently, companies may not understand the thought process of what needs to be in place to satisfy a standard’s requirements. For example, they may have OSHA training programs in place to meet requirements; however, they do not have the accompanying site-specific written programs and/or documentation that are also required for compliance.
- Often customers do not take the time or have the knowledge to identify the riskiest chemicals or processes onsite, which leads to elevated challenges in keeping employees and the surrounding environment safe.
How have you seen COVID impacting industry/your clients?
The majority of our clients have really adapted and responded to COVID as best they can. Many have remained busy and are doing just fine. However, the pandemic has resulted in operational challenges—from expanding shifts to separate people more, to having more “virtual workers,” to managing internal safety cost increases, to developing plans to juggle outbreaks. In some cases, this has slowed some policy/program development and impacted company culture. In addition, we are seeing a few companies experiencing supply chain challenges but to a lesser extent than anticipated. Understandably, there is also an element of frustration as guidance remains in flux, as well as concern as facilities “button up” for winter due to the elevated risks associated with closed spaces with little air circulation.
At the same time, companies are learning how to work with fewer people and conduct some business activities virtually. And many have been pushed into using technology that may have been available in the past but was never a necessity of doing business. Even though there have been some “bumps” in the road, people are catching on. In fact, KTL has been conducting audits, assessments, and training virtually, and our clients are seeing the benefits of a virtual approach on many levels. We anticipate some of this will continue as the new norm due to the business efficiencies it presents.
Are there any recent regulatory developments (or any on the horizon) that industry should be preparing for?
EPA has a provision as part of the 2016 Hazardous Waste Generator Improvements Rule that will be affecting small quantity generators (SQG) in 2021. The Agency is now requiring SQGs to renotify EPA or their state agency about their hazardous waste activities every four years. The first renotification is due by September 2021. Since this is the first time EPA is requiring this of SQGs, many are not as aware of the Hazardous Waste Generator Improvements regulations and this specific renotification requirement. It is one that will impact many. Read more from EPA.
Other regulatory changes on the forefront will likely depend largely on the outcomes of the election this November, and it is just too soon to predict.
Based on your experience, what are some best practices you would recommend to help companies ensure ongoing EHS compliance and meet business objectives?
- Conduct a comprehensive gap assessment to ensure you are meeting the requirements of all applicable EHS regulations. This should be the starting place for understanding your regulatory obligations and current compliance status.
- Organize your records. Know what records you need. Document your inspections and your training. Develop standard operating procedures (SOPs) so people know what to do.
- Seek third-party oversight. Having external experts periodically look inside your company provides an objective view of what is really going on, helps you to prepare for audits, and allows you to implement corrective/preventive actions that ensure compliance.
- Perform a comprehensive onsite risk assessment with associated risk minimization planning and plan/conduct annual spill drills to practice emergency response for hazardous chemical incidents.
- Create an integrated management system (e.g., ISO 9001/14001/45001, Responsible Distribution) by finding commonalities between the standards and leveraging pieces of each to develop a reliable system that works for your organization.
- Develop a relationship with someone you trust to do things in your best interest, understanding that EHS should be a process of continuous improvement. Use them to help you understand what regulations apply. Let them help you prioritize your compliance plan. Use them to do your annual training. Rely on them as a part of your team.
- Get senior leadership commitment. It is often clear how an organization prioritizes EHS with little digging. Even with the best EHS personnel, the organization and its EHS system will only be as good as the top leadership and what is important to them.
Do you have any good “lessons learned” to share about what to do when it comes to EHS compliance?
Just start! It is better to do some than none. Get organized. Determine what you need, break it down, set a schedule, use your consultant to keep you on target, and just get started. Something is definitely better than nothing.
KTL has coached several companies from a “zero to compliance” status and has also actively assisted in OSHA and EPA penalty negotiations. One company went from an anticipated $300,000 – $500,000 in penalty to ZERO penalty, reduced their generator status from large quantity generator (LQG) to very small quantity generator (VSQG), and achieved a more than 70% reduction in waste management costs simply through process changes and risk reduction strategies.
How important is technology when it comes to EHS compliance?
EHS personnel are starting to see the possibilities of how incorporating technology solutions can help them become more efficient in their operations and compliance processes. As stated above, COVID has pushed some technology innovations to the forefront as a means for companies to continue operating in different ways.
For example, technology tools can be very helpful with tracking requirements and documents—but it also requires good organization and communication. Custom apps for conducting inspections and regular checklists can be a simple way to create operational efficiencies, particularly for smaller organizations who may lack the initial financial resources to undertake an entire system implementation. Once that initial investment is made, companies often see the value of technology and the potential to implement a centralized compliance information management system to help manage and track compliance obligations, activities, and performance/status.
With technology, it is no longer a question of IF, it is just a matter of WHEN companies decide to jump on board. Technology and “Big Data” can—and should—be a focus of any EHS compliance program. The investment will pay off in the end.
What value do you see KTL providing?
We serve as an extension of a company’s EHS staff—from completing small tasks that never seem to get done to identifying large gaps in compliance and building systems to resolve those non-compliance issues. We are there to support, answer questions, provide technical knowledge, and help our customers achieve compliance. We are teachers, trainers, a sounding board, and an EHS support system. We have a great team of experts who know EHS, understand industry, and excel at creating solutions and tools to meet our clients’ needs. Trust is critical and we strive to be trustworthy. That is who KTL is.