

Comments: No Comments
Turning Warehouse Safety Inspection Risk into Operational Readiness
Warehouse and distribution center (DC) operations have fallen under increased scrutiny from the Occupational Safety and Health Administration (OSHA) due to their workplace hazards and associated injury and illness rates. In fact, the Bureau of Labor Statistics’ (BLS) history shows that injury and illness rates for these establishments are significantly higher than for other establishments. In response, OSHA established the National Emphasis Program (NEP) on Warehousing and DC Operations to implement comprehensive safety inspections focused on common hazards in warehouses and DCs.
Why the NEP Matters Now
Warehouses and DCs are complex, fast-moving environments where injury risk can quickly grow due to routine operating pressures. The NEP is OSHA’s response to these persistent risks. It directs enforcement attention toward the hazards that most often drive serious injuries. Core NEP focus areas include:
- Powered industrial vehicle operations (e.g., forklift traffic, pedestrian exposure, charging areas, and operator practices).
- Material handling and storage (e.g., rack condition, load stability, stacking, pallet condition, and congestion).
- Walking-working surfaces (e.g., slips, trips, falls, dock edges, floor conditions, and aisle obstructions).
- Means of egress and fire protection (e.g., blocked exits, emergency access, extinguishers, alarms, and storage near electrical or fire systems).
- Heat and ergonomic hazards.
The NEP is more than an enforcement directive; it is a practical planning tool that gives employers a preview of what inspectors are likely to evaluate. For warehouse leaders, this presents an opportunity to use OSHA’s inspection priorities to improve how safety is managed across people, equipment, workflows, and documentation. It further gives operators a roadmap to identify weaknesses before they become citations, reduce high-injury trends, strengthen compliance systems, and adequately prepare for inspections.
Start with the Hazards OSHA Is Prioritizing
Effective readiness starts by viewing the facility the way an OSHA compliance officer will. OSHA is not only looking for isolated hazards; it is looking for patterns that show whether safety controls are working consistently across the operation. That means evaluating physical conditions, work practices, employee understanding, and injury history together, not as separate compliance exercises. A clean checklist is not enough if the operation cannot demonstrate consistent operational control of workplace hazards.
Facility teams usually recognize obvious hazards, but the real risk is often in small hazards that become routine (e.g., recurring aisle obstructions, routine pedestrian-forklift conflicts, repeated rack damage, high-turnover training gaps, or workarounds that become accepted practice). These patterns are exactly the red flags that garner increased OSHA attention during an inspection.
The Difference Between Prepared and Inspection-Ready
Many operations feel prepared for an OSHA inspection because they have programs, records, and training in place. Inspection readiness requires more. The difference comes down to consistency vs. intention, documentation vs. verification, and awareness vs. execution. Warehouses that perform well during inspections typically know their risks, validate their systems regularly, train employees beyond minimum requirements, and treat safety as an operational priority.
A structured, OSHA-style readiness review that focuses on the following can help leaders see the operation through an inspection lens before OSHA does.
Confirm training is working in practice. Employees should receive regular training in forklift operations, hazard communication, lockout/tagout (LOTO) procedures, and emergency response actions. But training completion alone does not prove readiness. OSHA evaluates whether employees understand procedures and apply them consistently under real operating conditions. If employees across shifts/departments give uncertain or conflicting answers, inspectors may question whether procedures are understood, implemented, and reinforced.
Look closely at equipment, storage, and maintenance. Visible physical hazards can quickly shape the direction of an OSHA walkthrough. Damaged racks, poor housekeeping, blocked access, undocumented forklift inspections, and inconsistent preventive maintenance can signal broader management weaknesses. Equipment deficiencies are often among the fastest ways for an inspection to escalate. The concern is whether the facility has a reliable system for identifying, correcting, and preventing repeat conditions.
Make documentation available and inspection ready. Documentation is more than a recordkeeping requirement; it is evidence of how the safety system functions. Documentation includes not just following OSHA requirements but also what is dictated in internal policies and procedures. Often documents exist but are incomplete, inconsistent, outdated, or disconnected from what is happening on the floor. Conduct regular documentation audits and pressure-test critical records before an inspection to ensure OSHA 300/300A/301 logs, safety training records, equipment inspection logs, written safety programs (e.g., LOTO, PPE, Emergency Action Plan), and safety data sheets (SDS) not only exist, but that controls are implemented, verified, and corrected when they fail.
Build readiness into daily operations. Strong OSHA readiness depends on operational discipline. Supervisors must reinforce expectations, employees must know how to report hazards, and leadership must treat safety performance as part of how work gets done. Once again, inconsistency is a warning sign. How the organization responds to corrective actions (i.e., priority, urgency, timeliness) also shows OSHA how seriously the company takes safety. If practices vary significantly by shift, supervisor, department, or workload—or if corrective actions aren’t appropriately prioritized and addressed—OSHA may view that as evidence that the safety system is not being managed effectively.
Strengthening OSHA Readiness
OSHA readiness is not achieved through a binder, checklist, or one-time walkthrough. It is built through disciplined execution, clear accountability, and consistent oversight. Comparing OSHA’s inspection priorities against actual operating conditions can help move warehouses and DCs from general compliance review to targeted risk reduction:
- Compare OSHA 300, 300A, and 301 records against NEP hazard categories to identify and correct injury patterns.
- Walk the facility by process flow (i.e., receiving, put-away, picking, packing, shipping, returns, maintenance, and charging areas) rather than by department alone.
- Verify that high-frequency tasks have effective controls for struck-by, caught-in-between, fall, ergonomic, and heat exposures.
- Interview employees and supervisors using inspection-style questions to confirm procedures are understood and followed consistently.
- Review corrective actions to identify root causes and prevent recurrence. Repeat hazards suggest weak accountability, not isolated noncompliance.
- Document what was reviewed, what was found, the root cause, who owns each corrective action, and how completion will be verified.
- Ensure leadership commitment is communicated throughout the organization.
Getting Started
If you are unsure how your warehouse or DC would perform during an OSHA inspection, a structured readiness review can help benchmark your current state, identify priority gaps, provide practical next steps, and create clarity before the stakes are higher. KTL partners with warehouses and DCs to conduct OSHA-style mock assessments and readiness evaluations that focus on:
- Identifying hidden risk patterns, not just visible hazards.
- Aligning safety practices with day-to-day operations and NEP inspection priorities.
- Improving and validating documentation systems and audit readiness.
- Evaluating training effectiveness.
- Identifying operational patterns that contribute to high injury rates.
- Strengthening accountability at the supervisor level.
- Enhancing compliance systems, reducing operational risk, and improving overall safety performance.
- Promoting a culture of safety across all levels of the organization.
Visit KTL at the 156th Congress of Correction
KTL will be exhibiting at the American Correctional Association’s 156th Congress of Correction in Pittsburgh, PA, July 30 – August 2, 2026. The Congress features a wide array of workshops and sessions focused on cutting-edge topics for correctional facilities. The educational workshops feature the best in the business, passing on critical knowledge and engaging in important discussions, while the expansive exhibit allows attendees to interact with hundreds of companies serving the correctional industry.
Be sure to stop by and visit KTL at Booth #1106. We’ll be sharing more about our EHS, food safety, information Microsoft 365 solutions. We look forward to connecting with you in Pittsburgh!

Increasing Federal Attention on Microplastics
Microplastics have been found in every ecosystem on the planet—in food, beverages, and human and animal tissue. While scientists still do not fully understand the impacts of microplastics on human health and aquatic life, federal attention to microplastics is increasing.
EPA and HHS: A Coordinated National Strategy
In April 2026, the U.S. Environmental Protection Agency (EPA) and Department of Health and Human Services (HHS) made a joint announcement describing microplastics contamination as “one of the most urgent and growing public health challenges facing Americans.” The release announced major actions to study microplastics in drinking water and the human body, as described below. Together, these developments point to closer scrutiny, better testing methods, and possible future regulatory action affecting food companies, manufacturers, and other industrial sectors.
Historic Recognition as a Priority Contaminant. For the first time, EPA has included microplastics as a priority contaminant group in its Draft Sixth Contaminant Candidate List (CCL 6). The CCL is published every five years and contains a list of substances designated by EPA as potentially warranting future regulation under the Safe Drinking Water Act (SDWA). CCL 6 identifies contaminants not yet regulated but known or anticipated to occur in public water systems. The draft list includes four chemical groups, including microplastics, per- and polyfluoroalkyl substances (PFAS), pharmaceuticals, and disinfection byproducts; nine microbes; and 75 chemicals.
The inclusion of microplastics in CCL 6 is historic. It signals that microplastics are no longer viewed solely as an environmental pollutant but as a potential human health threat requiring scientific scrutiny, regulatory planning, and industry accountability.
Systematic Targeting Of MicroPlastics (STOMP) Program. As part of the coordinated national strategy to address microplastics, HHS’s Advanced Research Projects Agency for Health (ARPA-H) has launched the STOMP program. This $144 million national initiative is intended to measure, map, and remove microplastics and nanoplastics from the human body.
The STOMP program is the first federal effort aimed not just at environmental monitoring but also at understanding microplastics inside human tissues. Researchers have already detected microplastics in lungs, arterial plaques, and even the brain, yet measurement methods remain inconsistent, making it difficult to assess risk or design interventions. STOMP aims to change that by:
- Identifying which microplastics are most harmful and how they move through the body.
- Developing gold-standard detection technologies for microplastics in water and human tissue.
- Creating safe, scalable removal methods, especially for vulnerable populations such as children, pregnant women, and high-exposure workers.
Focus on Food Safety
The Food and Drug Administration (FDA) continues to work on improving how microplastics and nanoplastics are detected and assessed in food. FDA has included microplastics as a priority deliverable under its Human Foods Program chemical food safety focus area, indicating that planned actions include research to improve the agency’s ability to accurately detect, quantify, and characterize microplastics in human food.
In light of this, food and beverage manufacturing, processing, and packaging companies should anticipate increased scrutiny of microplastic contamination across the food chain. Key implications include the following:
- Water used in food processing may face new regulatory limits for microplastics, requiring upgraded filtration or monitoring systems.
- Packaging materials, especially plastics that degrade into micro- and nanoplastics, may be reevaluated for shedding risk.
- Seafood, salt, bottled beverages, and processed foods that already known to contain microplastics may become targets for new testing requirements.
- Hazard analysis frameworks (e.g., Hazard Analysis and Critical Control Points (HACCP)) may need to incorporate microplastics as an emerging contaminant category.
Implications for Industry
Manufacturers in every industry, but particularly those using plastics, solvents, or high-shear processes, should prepare for the following:
- New Monitoring and Reporting Requirements. EPA’s CCL 6 designation signals that microplastics may become regulated contaminants. Industries that discharge wastewater or rely on plastic-intensive processes may face:
- Mandatory microplastic monitoring.
- Stricter discharge permits.
- Requirements for new filtration or capture technologies.
- Supply Chain and Material Redesign. As STOMP identifies the most harmful microplastics, regulators may target specific polymers or additives. Companies may need to:
- Shift to alternative materials.
- Redesign products to minimize shedding.
- Improve durability to reduce particle generation.
- Increased Need for Environmental Services. To meet potential regulatory changes, many companies may need to implement advanced environment solutions, including:
- Microplastic sampling and analysis.
- Remediation technologies.
- Regulatory compliance strategies.
- Worker Safety Considerations. Microplastics have been detected in human lungs and arterial plaques. Industrial environments with airborne plastic dust may face:
- Updated Occupational Safety and Health Administration (OSHA) guidance.
- New personal protective equipment (PPE) or ventilation requirements.
- Exposure monitoring programs.
Proactively Adapting
Microplastics are likely to remain a growing focus for federal research and possible future regulation. As EPA, HHS, and FDA continue developing the science, companies should expect stronger scrutiny, better detection methods, and increasing pressure to understand where microplastics may enter operations, products, and supply chains. Organizations that proactively adapt by assessing potential exposure points, improving filtration, redesigning materials, and monitoring microplastic exposure will be better positioned if (or when) monitoring expectations, customer demands, or regulatory requirements expand.

Comments: No Comments
Tech Corner: What Makes a Good Compliance Management System
Many organizations use compliance management systems to help comply with industry standards (e.g., ISO, GFSI), internal requirements, and/or regulations. These systems range from manual, siloed processes to digital systems that support compliance across departments.
Not all compliance management systems deliver the same benefits. When systems are outdated, fragmented, overly manual, or not tailored, organizations can experience frustration and compliance failures. But when implemented effectively, compliance management systems reduce manual effort, increase consistency, and enhance compliance.
Key Elements of a Robust Compliance Management System
While some organizations still rely on paper, many have transitioned to a digital platform for storing compliance and management system information. However, strong compliance management systems go well beyond simply storing documents. They are designed to help organizations track, manage, and demonstrate adherence to industry standards, internal policies, and government regulations.
Instead of relying on scattered spreadsheets, emails, manual tracking, or even paper trails, a robust compliance management system centralizes compliance activities. This includes:
- Policy and procedure management.
- Regulatory and standards monitoring.
- Risk assessment and control.
- Audit preparation and reporting.
- Workflow-driven processes and data collection.
- Continuous improvement and corrective action.
When implementing a compliance management system, the following key characteristics are important in making sure the system is effective at managing compliance requirements, documents, and activities, and will deliver the most value to the organization:
- Centralization and Visibility: Provides a single reference point for compliance activities across the organization.
- Automation of Workflows: Automates repetitive tasks to reduce manual effort.
- Real-Time Monitoring and Alerts: Creates immediate visibility into compliance status, including alerts.
- Ease of Use: Employs customizable, user-friendly interfaces to improve adoption and increase user engagement.
- Audit Readiness: Enables data collection and document management to help organizations quickly demonstrate compliance during audits.
- Scalability and Flexibility: Is customizable, scalable, and adaptable for when organizations or requirements change vs. following a one-sized-fits-all approach.
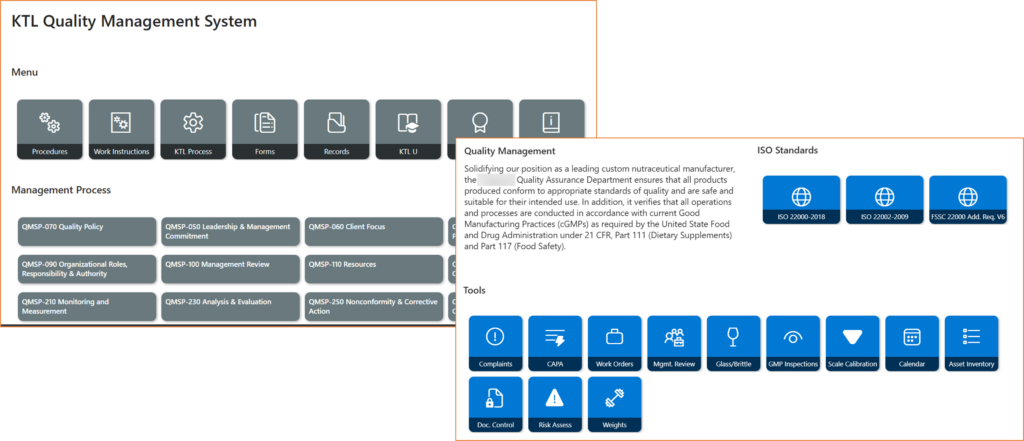
KTL’s Approach
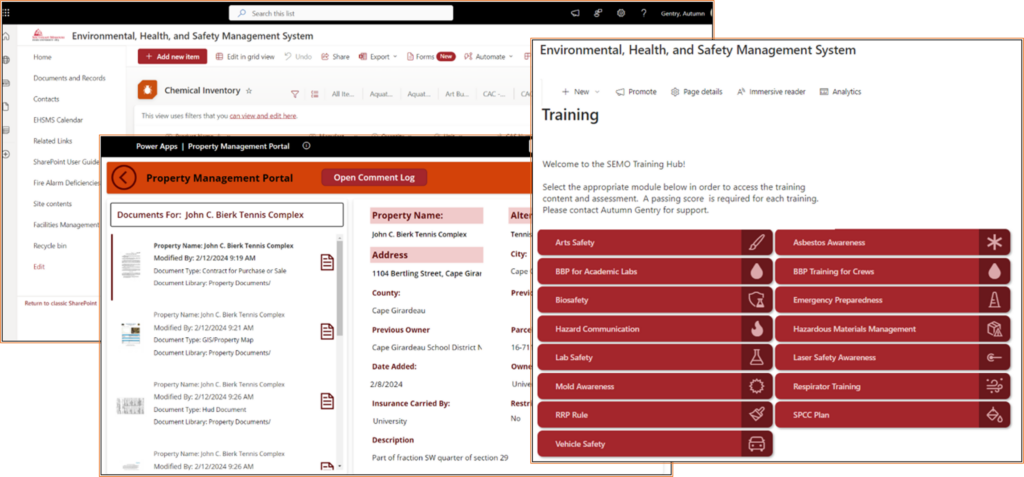
KTL’s approach to building a robust compliance management system involves leveraging Microsoft 365 and the Power Platform. This allows us to focus on leveraging what organizations already have (i.e., no new licensing) and building solutions in a phased process to add value to the organization at a comfortable pace.
The general process includes the following steps:
- Align Technology with Business Needs: KTL works to understand current processes and compliance requirements to tailor the compliance management solution to the organization’s specific needs, resources, and schedule requirements.
- Follow a Phased Approach: We don’t jump into development; rather, we typically begin with planning and assessing current systems and processes, followed by initial development, review, and refinement. This structured approach helps prioritize needs and build a solution that delivers value while evolving over time.
- Iterative and Collaborative Development: KTL builds our solutions incrementally with continuous input from stakeholders. This allows for adjustments based on feedback throughout the process to ensure the final system meets real-world needs.
- Focus on Practical Outcomes: Our goal is to help organizations centralize data, automate workflows, improve reporting, and reduce risk through a scalable compliance management system that enhances efficiency without unnecessary complexity.
Overall, KTL’s approach is about maximizing value from existing technology while delivering a flexible, user-driven compliance solution that grows with the organization.
Get Started
If your organization is looking to build a new or improve an existing compliance management system, KTL can help you navigate this process by assessing your needs and building a strong system that meets your organization’s requirements. Reach out today to schedule a no-obligation demo to discuss how a compliance management system built in the Microsoft ecosystem can improve your compliance processes.


Comments: No Comments
Celebrating 30 Years of National Safety Month
Every June, the National Safety Council (NSC) observes National Safety Month to bring additional attention to occupational health and safety (OHS) issues, reinforce the importance of having a strong safety culture, and encourage employers and individuals to be safety role models. This June marks 30 years of celebrating National Safety Month and keeping people safe—from the workplace to anyplace.
NSC has established four focus areas for 2026:
- Moving Safety Forward
- Staying Safe on the Roads
- Promoting Holistic Worker Health
- Preventing Slips, Trips, and Falls
KTL digs deeper into each focus area below:
Moving Safety Forward: OHS Document Management Systems
An OHS Document Management System provides a company-wide framework for central, secure storage and organization of safety-related documents and records to elevate workplace safety and move it forward in the organization. This includes policies, procedures, training records, inspection reports, and regulatory documentation to comply with Occupational Safety and Health Administration (OSHA) requirements.
Safety records often have strict retention and security requirements and must be accessible for an audit at any time. A structured OHS Document Management System can help ensure that these critical files are not only retained according to OSHA requirements, but also are standardized, easily searchable, and available to the right people when they need them. Read more…
Staying Safe on the Roads: Fleet Safety
A fleet is not limited to tractor-trailers or large delivery operations. If employees drive cars, vans, pickups, or other vehicles for work, the organization likely has fleet exposure and should manage it accordingly. Essentially, if vehicles are used in commerce, employers need to define fleet scope; evaluate applicable requirements; and treat driving as a safety, liability, and operational risk issue.
Fleet safety requires several core controls, including a written Fleet Safety Policy, driver screening and qualification, defensive driving training, and refresher training. Policies should address seat belt use; distracted driving; drug and alcohol prohibitions; and reporting of crashes, theft, and vehicle damage. If employees drive for work, fleet safety needs to be formalized to protect employees and the organization. Read more…
Promoting Holistic Worker Health: Psychological Safety
Workplace safety and health goes beyond the physical. A strong safety culture focuses on the whole person, and that includes ensuring psychological safety. Psychological safety is the shared belief that it is okay to take risks, express concerns and ideas, ask questions, speak up, and admit mistakes in the workplace without fear of being punished or humiliated.
Psychological safety is a critical concept for building effective teams and, many would argue, a critical concept for encouraging workplace innovation and success. According to the Center for Creative Leadership research, teams with high degrees of psychological safety report higher levels of performance and lower levels of interpersonal conflict. This is because employees who feel their workplace is psychologically safe are more willing to engage in behaviors that contribute to greater organizational innovation. Read more…
Preventing Slips, Trips, and Falls: Walking-Working Surfaces
Slips, trips, and falls routinely hit the top of OSHA’s Top 10 Violations. Walking-working surfaces include any horizontal, vertical, or inclined surface employees use to walk, work, or access a work area. That includes floors, stairs, ladders, platforms, scaffolds, ramps, and roofs. It’s important to remember that slip, trip, and fall risk is not limited to elevated work. Same-level hazards such as clutter, spills, cracks, holes, unmarked surface changes, and poor housekeeping can be just as significant and need to be managed as routine safety control issues.
OSHA 29 CFR 1910 Subpart D is the primary general industry standard for walking-working surfaces. To meet these standards and keep employees safe, there are several core controls employers should implement, including keeping surfaces clean and orderly, maintaining dry conditions where feasible, correcting defects promptly, ensuring safe access and egress, and confirming surfaces can support intended loads. In short, employers should treat walking-working surface hazards as an inspection, maintenance, and training issue, not just a housekeeping issue. Read more…
Additional Resources
As part of National Safety Month, NSC is offering free resources in these four areas (and more!) to help prevent injuries and safe lives. Check out these resources and take the NSC SafeAtWork Pledge to commit to:
- Actively helping your employer improve safety programs.
- Reporting hazards promptly and suggesting solutions.
- Being a good safety role model for coworkers, friends, and family, even off the job.


Information Management Solutions
Comments: No Comments
Tech Corner: Are Your Workflows Working?
Many SharePoint compliance management systems incorporate automated processes powered by workflows to streamline repetitive business processes and keep operations moving. Workflows help streamline manual tasks to maximize resources and increase efficiency. When these workflows break, companies can experience stalled approvals, missed communications, and shift back to manual workarounds.
Recently, many workflows in SharePoint stopped working. So, what happened?
The Root Cause: End of SharePoint Designer Workflows
For years SharePoint relied on workflows built in SharePoint Designer to automate repetitive business processes like approvals, notifications, and task management. However, these workflows were built on legacy technology that does not align with Microsoft’s modern, cloud-first direction. As a result, Microsoft set April 2, 2026, as the official end-of-life for the legacy workflows.
In short, that means workflows that have worked seamlessly for years have been turned off, with no warnings for when the workflows don’t run. In most cases, the only sign of an issue is that critical business processes suddenly stop functioning. This leads to inconsistent manual workarounds, or, in some cases, important tasks just not being completed.
Modern Workflow Solutions
The good news is that legacy workflows can be replaced with modern Microsoft tools, such as Power Automate, Azure Logic Apps, and Co-Pilot Agent Flows.
- Power Automate provides a user-friendly, low-code platform for building approval processes, notifications, and integrations directly within the Microsoft 365 ecosystem.
- Azure Logic Apps offer advanced capabilities, including robust integration and greater control over workflow logic for more complex or enterprise-scale scenarios.
- Co-Pilot Agent Flows introduce deep artificial intelligence (AI) integration into the traditional workflow process, enhancing automation with intelligent decision-making.
These modern tools offer several key advantages to legacy Designer workflows:
- Enhanced Functionality: Modern workflows integrate with hundreds of connectors across Microsoft 365 and third-party services (e.g., Teams, Outlook, Dynamics, Salesforce).
- User-Friendly Design: The user interfaces feature a low-code/no-code interface that simplifies workflow creation and maintenance, making automation more accessible to business users.
- Improved Monitoring and Governance: Built-in analytics and monitoring tools provide greater visibility into workflow performance.
- AI-Driven Automation: Modern workflows incorporate AI to enhance decision-making, automate content generation, and provide intelligent recommendations.
Getting Your Workflows Working
If you think your workflows are no longer working, leveraging SharePoint experts who can take a structured approach to replacing Designer workflows can help effectively restore them:
- Assess: Inventory all existing workflows, evaluate which workflows aren’t functioning, identify critical processes, and determine what needs to be migrated, redesigned, or retired.
- Plan: Determine how each workflow will be recreated, accounting for functional differences and opportunities for improvement.
- Migrate: Rebuild workflows using modern tools, testing thoroughly to ensure they meet business requirements and function as expected.
- Optimize: Take advantage of modern capabilities to enhance workflows, integrate additional systems, and improve overall efficiency.
It’s important to note that there is no direct one-to-one conversion from SharePoint Designer workflows to modern workflows. Many workflows will need to be reimagined rather than simply recreated. While this requires effort, it also presents an opportunity to improve processes and reduce complexity.
Moving Forward
The end of SharePoint Designer workflows is no longer a distant future consideration; it is a current reality that organizations must address. Without migration to modern solutions, business processes will continue to fail, leading to disruptions and inefficiencies.
If your organization relied on SharePoint Designer workflows, KTL can help you navigate this required transition by assessing your current environment, redesigning workflows, and implementing modern solutions that restore and improve functionality. Reach out today to schedule a no-obligation demo and ensure your SharePoint environment continues to run effectively.

Comments: No Comments
New ASSP Guidelines for Assessing and Managing Risks
In April 2026, the American Society of Safety Professionals (ASSP) published ANSI/ASSP Z310.1-2026, the first U.S.-based standard that provides guidelines for assessing and managing risk across an organization. It establishes principles, a framework, and a process to help organizations develop a structured approach to risk management that builds on concepts published in ISO 31000:2019, Risk Management Principles and Guidelines.
The new ANSI/ASSP standard is intended to provide more practical and simplified implementation-focused guidance, while remaining aligned with the global ISO standard.
Key Elements
ASSP’s new guidelines are designed for organizations of any size or sector to apply them across the organization’s lifecycle and to decision-making at all levels. Importantly, the guidelines expand beyond safety and compliance to inform organizational risk management. Specifically, the guidelines include the following key elements:
- Integrate risk management into the organization’s management systems and operations. Risk management should not be treated as a separate or occasional exercise. It should be fully integrated into an organization’s management system, governance, leadership, strategy, and daily operations to help improve decision-making and create business value
- Use a structured and consistent approach to risk management. The standard outlines a systematic process to identify, assess, address, monitor, and review risks consistently rather than informally or ad hoc.
- Customize the approach to the organization’s context. The risk management approach should be tailored to the organization’s size, sector, operating environment, objectives, and specific risk profile rather than applied as a one-size-fits-all model.
- Support decision-making at all levels. The standard supports and informs strategic, tactical, and operational decisions, not just safety or compliance functions.
- Engaging stakeholders and being inclusive. Effective risk management should involve relevant internal and external stakeholders to ensure risk information is complete, practical, and actionable.
- Using timely, clear, and available information. Risk decisions should be based on current and understandable information; however, the guidance recognizes that decisions often must be made under uncertainty when that information is not available.
- Accounting for human and cultural factors. Organizational culture, behavior, and human factors affect how risks emerge, are perceived, and are controlled.
- Remaining dynamic and evolving to continually improve. Organizations should anticipate change and monitor new or evolving risks to regularly improve their risk management practices over time.
Aligning with the Standard
ANSI/ASSP Z310.1-2026 is a voluntary guidance standard rather than a regulation. In practice, organizations typically demonstrate alignment by showing that risk management is documented, integrated into decision-making, applied consistently, and reviewed for effectiveness.
Aligning with the new guidelines by taking the following steps will help organizations move from fragmented or reactive risk practices to a more disciplined, organization-wide, decision-focused risk management system:
- Establish a formal risk management policy or framework tied to organizational objectives. Do we have a documented risk management policy, framework, or equivalent guidance approved by leadership?
- Define governance and accountability, including leadership oversight, roles, responsibilities, and escalation paths. Are roles, responsibilities, decision rights, and escalation paths for risk management clearly defined?
- Embed risk review into planning and decision-making such as strategy, projects, operations, procurement, and change management. Is risk management integrated into governance, leadership, strategy, and day-to-day operations rather than treated as a standalone exercise?
- Create a repeatable risk process for identifying, analyzing, evaluating, treating, monitoring, and communicating risks. Do we use a repeatable process to identify risks across strategic, operational, financial, safety, compliance, and other relevant areas?
- Document risk criteria and methods so risk ratings and treatment decisions are consistent. Do we apply defined criteria and methods to analyze likelihood, impact, velocity, uncertainty, or other relevant factors and evaluate priorities consistently? Have we tailored the risk management approach to our size, sector, objectives, regulatory environment, and risk profile?
- Engage relevant stakeholders when identifying and evaluating risks. Are relevant internal and external stakeholders engaged when identifying, assessing, and responding to risks?
- Use reliable data and review it regularly so decisions reflect current conditions. Is risk information used to support strategic, tactical, and operational decisions at all levels? Do risk decisions rely on timely, clear, and available information, and is that information reviewed regularly?
- Address culture and human factors in how risks are communicated, accepted, and controlled. Do we consider human behavior, organizational culture, incentives, competence, and communication when assessing and managing risks?
- Monitor performance and continually improve through periodic reviews, lessons learned, and updates to controls and processes. Do we monitor internal and external changes and emerging risks and update assessments when conditions change? Do we routinely monitor risk indicators, review control effectiveness, and reassess significant risks? Do we use lessons learned, audits, incidents, and reviews to improve the risk management framework and process over time?
KTL’s team includes experienced risk assessors, risk managers, and safety professionals, who regularly apply the concepts included in the new guidance to help organizations effectively understand and manage their safety and organizational risks. If you need assistance interpreting and applying the ASSP/ANZI Z310.1-2026 standard, please contact KTL.
***
Note: The complete ASSP/ANSI Z310.1-2026 standard can be purchased in the ASSP Store.

Comments: No Comments
The Future of Food Safety Inspections Under BRIDGE
On January 23, 2026, the Food and Drug Administration (FDA) released its 2026 priority deliverables to further advance the Human Foods Program’s (HFP) vision and mission. As KTL reported, food inspection coverage is a critical deliverable under the Microbiological Food Safety focus area. Central to achieving this goal is the Better Regulatory Inspections for Dynamic Government Efficiency (BRIDGE) Project, a major initiative to modernize how domestic food facility inspections are planned, conducted, and coordinated nationwide.
The BRIDGE Project represents a significant step forward in the Agency’s vision for a more integrated, data-driven, and risk-based food safety oversight system. So what does this all mean, and how does it change your facility inspections?
What Is the BRIDGE Project?
According to FDA, BRIDGE is intended to improve how inspection, compliance, and risk data are shared and used, and to better align inspection planning toward higher risk areas.
Historically, food facility inspections have been carried out independently by federal and state agencies. While this approach has helped to ensure oversight, it has also resulted in duplication of effort, inconsistent coverage, and inefficient use of limited inspection resources. BRIDGE seeks to address these challenges by creating a more coordinated system that leverages FDA’s state, local, territorial, and tribal (SLTT) partners.
BRIDGE builds on the principles of Domestic Mutual Reliance (DMR), where FDA and SLTT partners rely on each other’s inspections, regulatory actions, and data when programs are comparable. The intent is to further the Food Safety Modernization Act’s (FSMA) goal of an Integrated Food Safety System (IFSS) that emphasizes collaboration and shared responsibility across regulatory partners to protect the food supply.
Objectives of the BRIDGE Project
FDA has outlined a comprehensive set of objectives for BRIDGE, all aimed at improving inspection coverage while maintaining strong public health protections. These objectives include the following:
- Expanding data sharing across federal and SLTT food safety programs.
- Modernizing digital systems to support interoperability and analytics.
- Applying risk-based approaches to inspection frequency and scope.
- Coordinating inspection planning to reduce duplication and close gaps.
- Leveraging federal and state expertise and regulatory authorities.
- Testing and scaling new oversight and inspection models.
- Aligning workforce training, funding, and performance measures.
- Establishing a sustainable federal-state partnership model.
Together, these goals support inspections that are more responsive, efficient, and capable of targeting food safety risks that pose the greatest threat to public health.
How BRIDGE Works
BRIDGE takes an evidence-driven approach that allows FDA and its partners to refine processes before incorporating them into routine inspections and oversight as part of FDA’s commitment to an IFSS. Under BRIDGE:
- Inspection, compliance, and risk data are shared across agencies to improve oversight consistency and identify systemic risks.
- Inspection planning is coordinated so that federal and SLTT regulators are not inspecting the same facilities unnecessarily.
- Resources can be scaled and redirected to higher-risk facilities or emerging issues when warranted.
- New inspection and data-sharing approaches are tested in real-world conditions before being expanded.
What BRIDGE Means for Food Facilities
For food manufacturers and processors, BRIDGE does not eliminate inspections; rather, it changes how inspections may look over time. Facilities may experience:
- More risk-based inspections, with higher risk operations receiving greater scrutiny.
- Fewer duplicative inspections from multiple regulatory agencies.
- Greater reliance on SLTT-led inspections conducted under FDA-aligned standards.
- Increased use of inspection data and past compliance history to determine inspection frequency and scope.
Facilities with strong compliance programs may see more predictable oversight, while those presenting higher risk may be inspected more frequently or in greater depth. Overall, FDA’s goal is to increase inspection coverage and efficiency without compromising public health protections.
Phased Implementation Timeline
The BRIDGE Project is being implemented in three phases:
- Phase 1 (June–September 2025): Initial planning and assessment of inspection approaches and infrastructure.
- Phase 2 (October 2025–December 2027): “Proof of process” phase. Currently underway, FDA and selected state partners and co-regulators are testing new inspection models, data-sharing methods, and system readiness to inform future decisions and broader rollout during Phase 3.
- Phase 3 (January 2028–December 2030): Planned national implementation of approaches that demonstrate improved coordination, efficiency, and inspection coverage.
By 2030, FDA expects BRIDGE to support a coordinated, data-driven model for domestic food safety oversight nationwide.
What Food Facilities Should Do Now
Although the BRIDGE Project is still being tested and refined during Phase 2, food facilities can take proactive steps today to prepare for a more coordinated, data-driven inspection environment in the future:
- Monitor BRIDGE developments. Stay informed about FDA communications related to BRIDGE and its inspection modernization efforts. Track guidance updates, pilot findings, or changes to inspection models as Phase 2 progresses.
- Strengthen food safety and compliance programs. Ensure food safety plans, preventive controls, and standard operating procedures (SOPs) are current and fully implemented. Address recurring observations/findings, as inspection history will increasingly influence risk-based inspection planning, and verify that corrective actions are implemented and documented.
- Improve documentation and data readiness. Maintain complete, organized, and easily accessible inspection records, audit reports, and compliance documentation. A compliance management system can help ensure records are accurate and consistent across internal systems. Prepare for inspectors to rely heavily on historical compliance data when determining inspection scope and frequency.
- Be inspection-ready at any time. Conduct periodic internal audits to identify gaps in food safety programs and compliance. Train staff to interact with state and federal inspectors, including knowing where records are kept and who is authorized to respond to questions.
- Recognize the importance of risk-based oversight. Understand how your facility’s risk profile (based on product type, process, compliance history, and food safety performance) may affect inspection frequency. Proactively manage higher risk processes and products to reduce regulatory scrutiny.
- Foster a strong food safety culture. Reinforce food safety expectations at all levels of the organization and promote continuous improvement, not just inspection-driven compliance.
An Evolution in Oversight
FDA’s BRIDGE Project represents an evolution in food safety oversight toward a coordinated, integrated system that uses shared data and risk-based decision-making. For food facilities, this means inspections will become increasingly targeted, data-informed, and aligned across regulatory partners.
As BRIDGE continues through the Phase 2 testing period, food companies should remain focused on compliance, documentation, and food safety culture, as inspection outcomes and shared data will play a growing role in how oversight is planned in the years ahead.

Comments: No Comments
Community Involvement in Action: April Greene Joins KNIB Board
KTL Senior Associate April Greene, CSP, CHMM, was recently invited to join the Board of Directors for Keep Northern Illinois Beautiful (KNIB), an affiliate of Keep America Beautiful. KNIB is an environmental resource center that aims to inspire and educate citizens to take action to improve and beautify their community and environment through waste reduction, recycling, and resource conservation.
A resident of Northern Illinois, April brings over 10 years of environmental, health, and safety (EHS), quality, and food safety experience to her KNIB Board position. She has created corporate programs, plans, policies, and procedures to ensure compliance with regulatory and sustainability requirements, as well as a company Zero Landfill Policy by finding creative and innovative solutions for end-of-life material through lifecycle analysis.
As part of the KNIB Board, April is joining a positive force for environmental stewardship and promoting KNIB’s mission to improve the environment through education, public awareness, and community involvement.

Comments: No Comments
Top Food Supplier Audit Findings & How to Mitigate Them
Supplier audits play a critical role in protecting food product safety and quality, regulatory compliance, and consumer trust. As food companies continue to expand their networks of co-manufacturers, ingredient suppliers, and packaging partners, the ability to identify and address systemic weaknesses has never been more important.
Turning Risks into Opportunities
KTL conducts second-party supplier audits across the food supply chain to assess compliance with Food and Drug Administration (FDA), U.S. Department of Agriculture (USDA), and Global Food Safety Initiative (GFSI) standard requirements. These audits have revealed a familiar pattern of vulnerabilities that can pose significant risks if left uncorrected or opportunities to strengthen food safety programs if addressed.
The findings below represent some of the most common nonconformances KTL routinely observes when conducting supplier audits across the food industry and recommendations for how to mitigate them.
FDA/USDA Findings
- Insufficient cleaning and quality inspection before area/equipment release. This is generally a result of sanitation procedures not being consistently followed, documented, or effective and/or pre‑operational (pre-op) inspections not being thoroughly performed. This gap increases the risk of cross‑contamination, introduction of foreign material, and microbial hazards. Recommendations:
- Implement validated cleaning procedures with defined steps, tools, and chemicals.
- Use ATP swabbing or microbiological verification before releasing equipment.
- Conduct pre‑op inspections using standardized checklists.
- Train sanitation teams and supervisors on verification processes and expectations.
- Noncompliance with personnel Good Manufacturing Practices (GMP) requirements. Employees may not be consistently following hygiene requirements, such as handwashing, proper gowning, restricted jewelry, or safe food handling behavior. Recommendations:
- Provide routine GMP training and refresher sessions.
- Conduct daily GMP walk‑throughs with related coaching, as needed.
- Improve signage and visual cues in production areas (e.g., handwashing signs in bathrooms, color coding).
- Inadequate process validation. Process validation helps ensure that critical steps (e.g., cooking, cooling, packaging) consistently deliver the intended food safety outcome. Inadequacies suggest missing scientific data or incomplete validation records. Recommendations:
- Validate all critical control points (CCPs) using scientific studies or in‑plant data.
- Document process parameters (e.g., time, temperature, pressure) clearly.
- Revalidate after equipment changes, formulation changes, or facility modifications.
- Improper handling and storage of materials. Improper material handling (e.g., incorrect temperatures, poor first-in-first-out (FIFO)/first-expired-first out (FEFO) rotation, or exposure to contaminants) can degrade product quality or safety. Recommendations:
- Enforce FIFO/FEFO inventory practices.
- Maintain temperature logs for refrigerated/frozen storage.
- Segregate allergens and chemicals to prevent cross‑contact or contamination.
- Train warehouse and production teams on handling and storage requirements.
GFSI Findings
- Noncompliance with visitor requirements. Visitors may not be following necessary GMP or biosecurity protocols (e.g., sign‑in, health questionnaires, protective clothing) or the facility may not be properly enforcing procedures, increasing the risk of foreign contamination. Recommendations:
- Establish a formal Visitor Policy with mandatory orientation.
- Provide required personal protective equipment (PPE) to visitors and escort them throughout the facility.
- Maintain accurate visitor logs and health screening records.
- Poor facility maintenance and cleaning. Maintenance deficiencies (e.g., damaged floors, standing water, or buildup in hard‑to‑clean areas) can create harborage points for pests or pathogens. Recommendations:
- Create a Preventive Maintenance (PM) Program with documented schedules.
- Address structural issues promptly (e.g., cracked tiles, peeling paint).
- Perform routine deep cleaning of facility infrastructure.
- Lack of verification of corrective actions taken. This indicates that corrective actions are being implemented; however, no follow‑up verification is occurring to ensure the issue is effectively resolved. This can lead to recurring nonconformances.Recommendations:
- Require verification (i.e., inspection, testing, documentation) after every corrective action.
- Track corrective actions to closure and monitor for recurrence trends.
- Use root cause analysis tools (e.g., 5‑Why, Fishbone) to address systemic issues.
- Poor environmental monitoring. The Environmental Monitoring Program (EMP) may be missing, outdated, or insufficient. Weak EMPs fail to detect pathogens like Listeria or Salmonella in time to prevent contamination. Recommendations:
- Design a robust EMP with Zone 1–4 sampling.
- Perform routine microbiological testing and trend analysis.
- Investigate any positive results with immediate containment and vector sampling.
- Lack of pest control mitigation when issues arise. Pest activity is being detected, but corrective measures are not timely or effective in mitigating pest concerns. This can jeopardize both food safety and regulatory compliance. Recommendations:
- Partner with a licensed pest control operator (PCO) to conduct routine inspections.
- Implement corrective action steps immediately after any pest activity; track corrective actions to closure.
- Seal facility gaps, maintain landscaping, and eliminate pest attractants (e.g., standing water, waste).
- Trend pest control data to identify patterns.
Leveraging Internal Audits
While many of the findings listed above are common, they are also highly preventable if organizations know what to look for. Supplier audits remain one of the most powerful tools for uncovering these weaknesses before they escalate into safety or compliance failures that present significant risk. Beyond compliance, leveraging audit results can help organizations make decisions and require supplier improvements that strengthen brand reputation, reduce operational risk, and create a culture where food safety is embedded in every decision and behavior.